パイプの曲げ方
パイプの曲げ加工は、曲げる目的によって様々な方法があります。パイプの曲げ加工で問題になるのは、どこをどの程度曲げるかということです。多くのベンディングツールには曲げ代や曲げ代を計算するための説明書が付属していますが、複雑な書き方をしていたり、数学的な知識を前提としていることが多く、多くのユーザーが怖気づくことになります。計算を完全になくすことはできませんが、曲げ角度の計算を単純化し、簡単な計算ですむように、パイプの曲げ方を計画することは可能です。以下に説明する方法は簡単ではありませんが、練習すればマスターできます...。
方法1 方法1/3:曲げ加工ツールを選択する
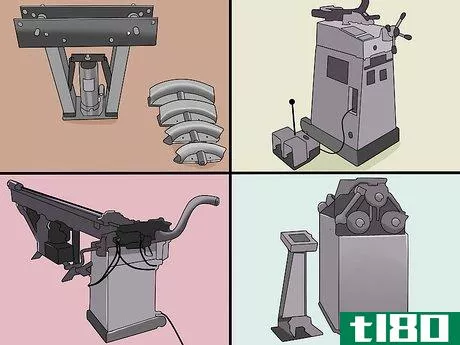
- 1 ニーズに合ったベンディングツールを選ぶ。曲げ方式は主に6種類ある。それぞれ、特定の種類のパイプに最適なのです。スタンプ曲げは、インクリメンタル曲げとも呼ばれ、電線管のような軽金属に大きな曲げ加工を施すのに使われるのが一般的です。この方法では、チューブを外部の2点に押し付け、ゲートがチューブの中心軸を押してチューブを曲げる。曲げの内側も外側も楕円形に変形している。ロータリーストレッチベンディングは、手すりや装飾用の鉄パイプのほか、自動車のシャーシやアンチロールバー、トレーラーのフレーム、より重い電線管などの曲げ加工に使用されています。ロータリーストレッチベンディングは、固定逆曲げ金型と固定半径金型の2つの金型を使用して曲げ加工を行う。このツールは、パイプの表面仕上げを良好にし、全長にわたって一定の直径にする必要がある場合に使用されます。マンドレル曲げは、純正およびカスタムメイドの排気管、酪農管、熱交換器の製造に使用されています。マンドレル曲げでは、回転テンション曲げで使用する金型に加え、パイプと一緒に曲げるフレキシブルホルダーを使用し、パイプの内側を変形させないようにします。誘導曲げとは、曲げる部分をコイルで加熱し、回転延伸曲げと同じような金型を使ってパイプを曲げることである。これを直ちに水で冷却し、焼戻しを行う。ストレートロータリーストレッチ曲げよりもタイトな曲げが可能です。ロール曲げは冷間曲げとも呼ばれ、パイプやダクト、例えばオーニングサポート、バーベキュー、ローラーなどに大きな曲がりが必要な場合、またほとんどの建設作業で使用されます。ロールベンダーは、1本の軸に3本のロールを使用し、上のロールを押しながらパイプを転がすことで曲げ加工を行います。(この方法はロールが三角形に配置されていることから角柱曲げと呼ばれることもある)。それに対して、熱間曲げ加工は補修作業でかなり使われます。曲げた部分を加熱し、金属を柔らかくする。
方法2 方法2/3:直角に曲がったプレートを作る
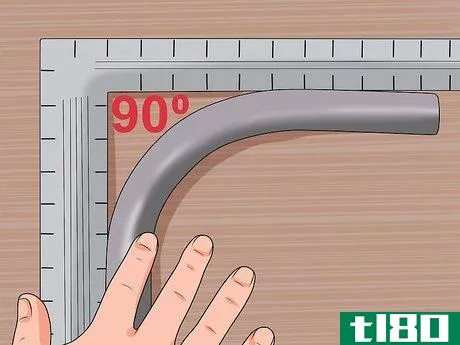
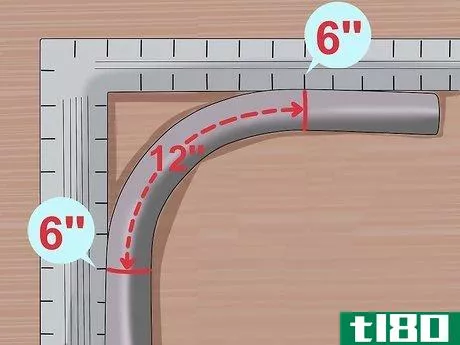
- 1 試験管を 90 度に曲げます。ベンダーの操作に必要な力の大きさに慣れるだけでなく、このパイプは今後曲げるときの参考にもなる。パイプの角度を確認するには、外側の曲がりが正方形の一角に向くように、大工用正方形の上に置きます。パイプの両端はちょうど正方形の側面に触れ、平行になるようにします。
- 2 パイプ内のエルボの開始位置を確認します。曲げ始めと曲げ終わりに小さな平らな場所や変形が見えるか、感じられるはずです。
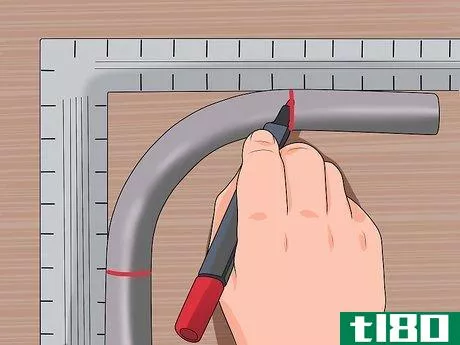
- 3 ベンドの端に永久磁石で印を付け、パイプの周囲に完全な線を描きます。
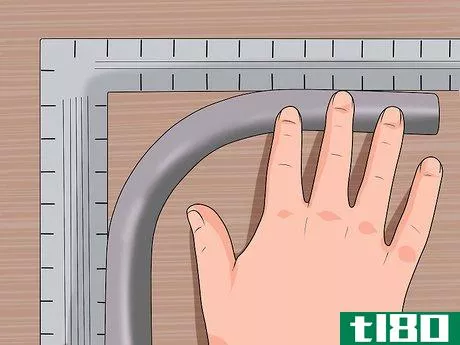
- 4 もう一度パイプを四角に当てて、曲げたときのパイプの長さを決めます。パイプのマークが正方形の各辺に接触しているところに注目してください。この距離は、正方形の内角と同じでなければなりません。この長さを足すとベンドの両端のマークが、正方形の内側の角から6インチ(15cm)の距離で接触している場合、ベンド部分の全長は12インチ(30cm)になります。
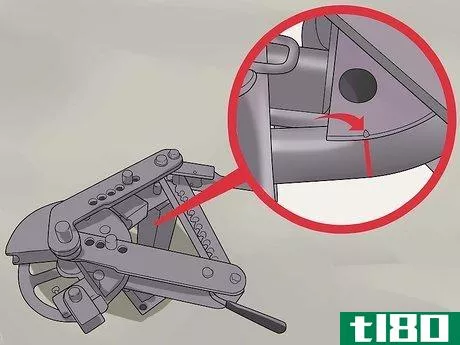
- 5 曲げ金型上の曲げ始めの位置を探す。ベンドを曲げるのに使用したダイスでベンダに戻し、ダイスのパイプラインのマークをメモします。ペイントドットで印をつけるか、ヤスリで金属に溝を作る。パイプの直径が異なる複数のダイスがある場合、直径ごとに90度曲げるために必要な金属の量が異なるため、それぞれのダイスでテストベンドを行います。ベンドを形成するために必要なパイプの長さがわかったら、この数字(「ベンド控除」と呼ばれる)をパイプの縦と横の長さに加えることで、必要なパイプの長さを計算することができます。
方法3 方法3/3:複数の曲面板を作る
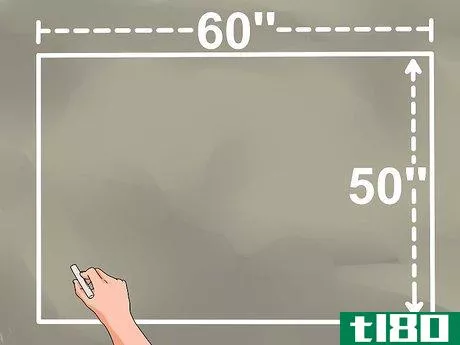
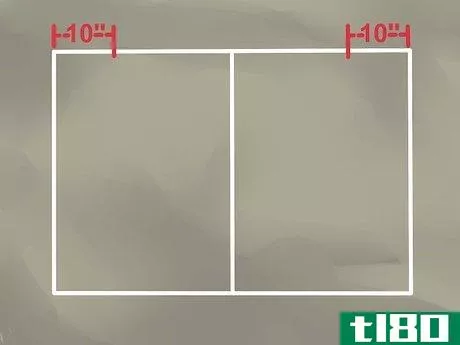
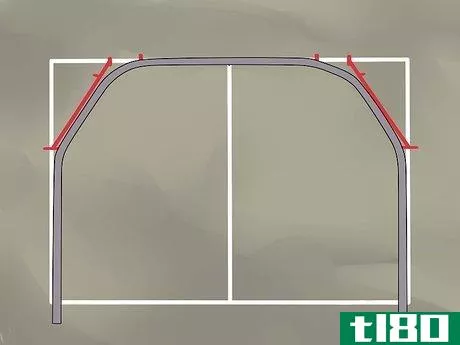
- 1 ベンドが占めるスペースを測ります。幅60インチ(150cm)、高さ50インチ(125cm)のスペースが必要なデューンバギー用のローリングバーを作る場合は、きれいなコンクリートの床にチョークでこの寸法の長方形を描きます。
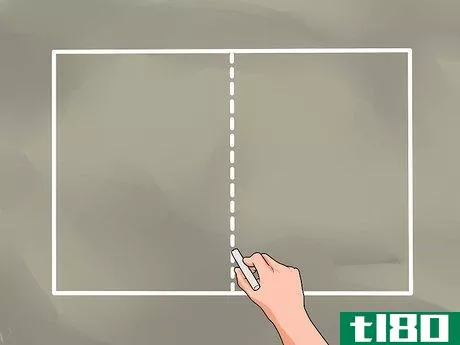
- 2 長方形は、長方形の長辺(幅)を二等分する中心線によって分割されています。
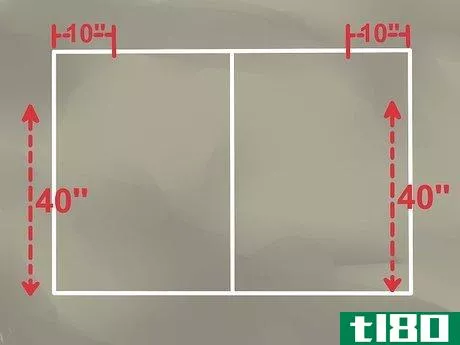
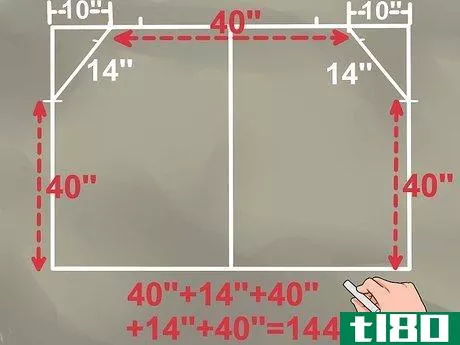
- 3 長方形の上部の角から曲げの水平部分を測定します。アンチロールバーの上部の長さが40インチ(100cm)しかない場合、下部の幅からその長さを引き、各上部の角からその半分の距離を測ります。計算上は20インチ(50cm)、その半分の10インチ(25cm)が実測距離となる。この距離を各上部コーナーからマークします。
- 4 下部の角から下部の曲げ始めまでの距離を測ります。アンチロールバーの下端から最初の曲がり角までの距離が40インチ(100cm)である場合、その距離を下端の角の両側から測定して印を付けます。
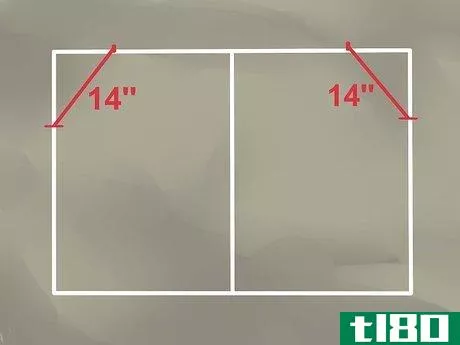
- 5 直定規や定規を使って、曲がったところの印を結ぶ。接続線は直定規で測るとよいでしょう。この例では、水平線と垂直線のマークを結ぶ対角線の長さが約14インチ(70cm)です。
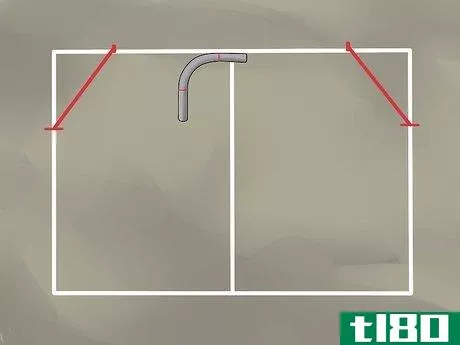
- 6 90度曲げた部分をフレームの上側の線の内側に入れます。まっすぐな水平の端が上側の水平の線の内側に当たるように置きます。
- 7 描かれた対角線に接するまでパイプをスライドさせる。
- 8 ベンドマークがフレームラインと交差する位置に印をつける。
- 9 もう一方のベンドマークが対角線と交差するようにパイプを回転させ、この場所を対角線上にマークします。
- 10 最後の4つのステップを、もう一方の上部の角について繰り返します。
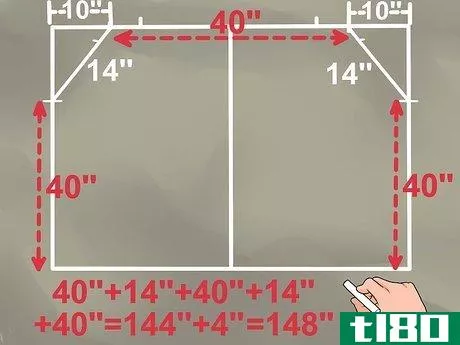
- 11 必要なパイプの全長を計算する。下の角から最初のマークまでの寸法、下のベンド間のパイプの長さ、上のベンド間の長さを足してください。上記の例では、アンチロールバーの垂直セクションはそれぞれ40インチ(100cm)、斜めのセクションはそれぞれ14インチ(70cm)、水平セクションは40インチの長さになっています。パイプの最小総延長は40+14+40+14+40インチ(100+70+100+70+100cm)、つまり144インチ(440cm)の長さが必要です。
- 12 パイプを切断する。必要なパイプの長さは最低でも144インチですが、誤差を考慮して最低でも4インチ(10cm)追加して全長148インチ(450cm)にすることが望ましいとされています。
- 13 パイプの中心を探し、印をつけます。
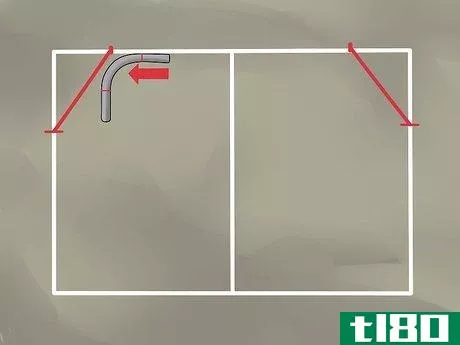
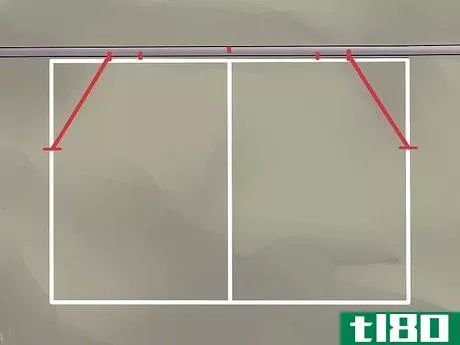
- 14 レイアウトフレームの上部の線にすぐパイプを置き、パイプの中心を中心線に合わせます。フレームの印を利用して、パイプの上側ベンドの開始位置と終了位置をマークします。また、エルボの方向を示すために、パイプに外側を指す矢印を付けておくとよいでしょう。
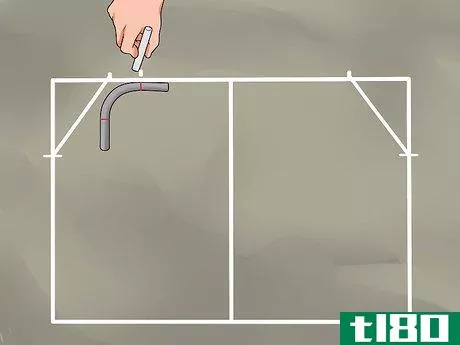
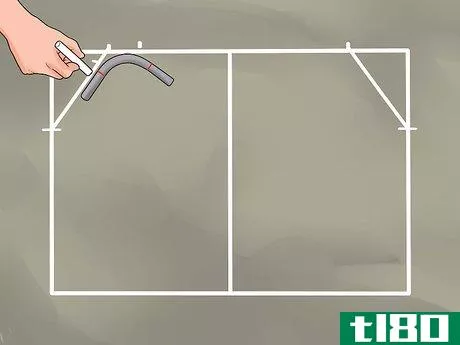
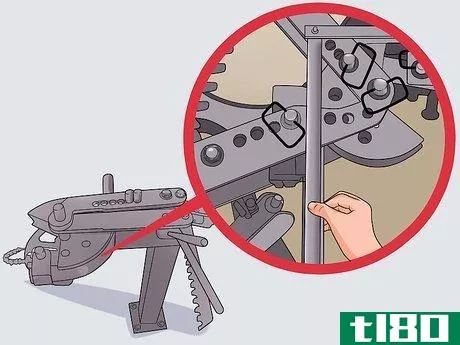
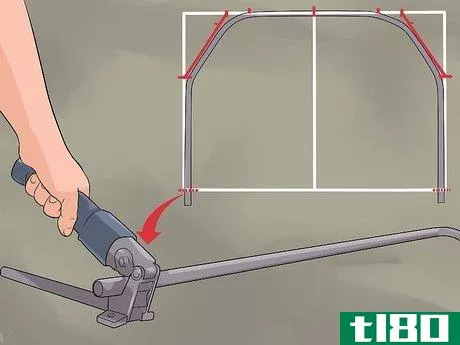
- 15 ベンディングツールを使って、それぞれのアッパーベンドを作成します。曲げるときは、パイプの継ぎ目が内側を向くようにすると、曲げ加工中にねじれたり、よじれたりするのを防ぐことができます。ベンダーの角度を正しく設定するために、2枚の金属片の端をピボットで取り付けた基準ツールを用意することができます。フレームに表示された角度にこの工具を曲げ、その角度に曲げ工具の曲げ角度を合わせます。曲げるたびに、パイプをフレームに当てて、曲げ角度が正しいかどうか確認します。
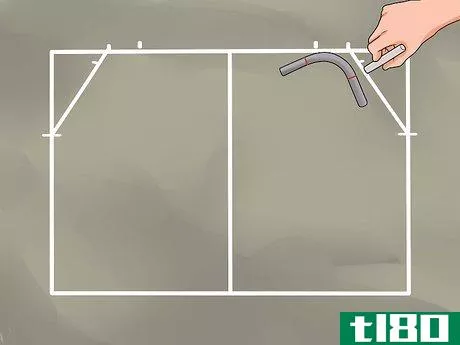
- 16 各アンダーベンドにベンドツールを使用し、前のステップで説明したのと同じ手順を行います。
- 17 曲げ終わりで余分な部分を切り落とします。
- 複雑な問題に取り組む前に、簡単な曲げ加工から始めましょう。技術に慣れるまで、何度か練習する必要があるかもしれません。
- 機器のために十分な作業スペースを確保してください。金属管は曲げるとある程度跳ね返りますので、必要に応じて移動できるようなスペースを確保しておく必要があります。最低でも10フィート(3メートル)のクリアランスが必要で、20フィート(6メートル)あればよりよい。
- パイプを曲げるときに足で踏ん張れるように、曲げ具の周りの床にスプレー式接着剤を塗ります。
- 2022-03-09 07:55 に公開
- 閲覧 ( 16 )
- 分類:ライフスタイル